




 |
Fresa de extremo de rosca de 25 mm Fresa Fresa de extremo de carburo Dientes completos
Datos del producto:
| Lugar de origen: | Porcelana |
| Nombre de la marca: | BWIN |
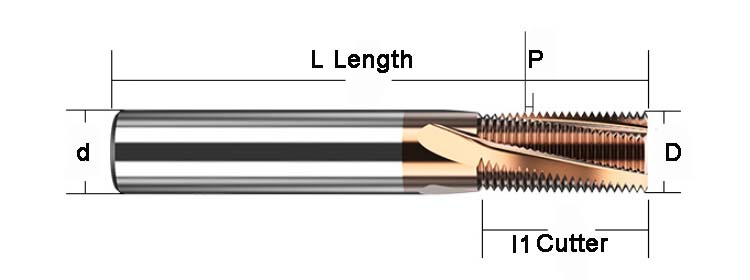
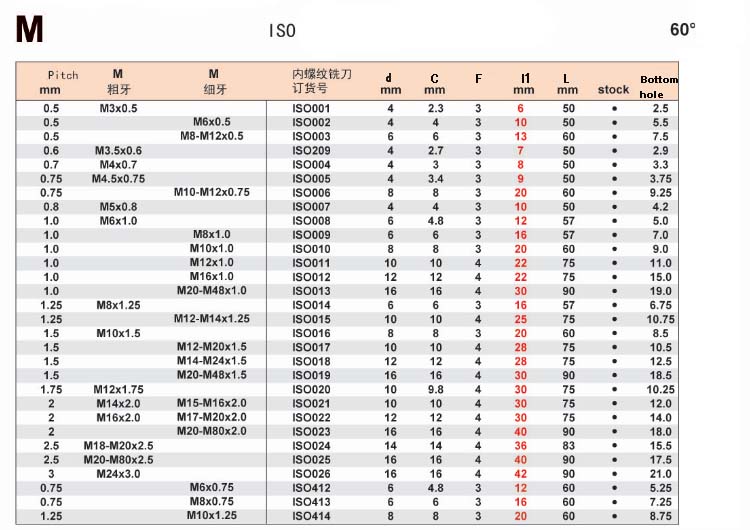
| Número de modelo: | M12x1.75-D9.8x30x75 |
Pago y Envío Términos:
| Cantidad de orden mínima: | 1 unids/caja |
|---|---|
| Precio: | negotiable |
| Detalles de empaquetado: | Caja de plástico |
| Tiempo de entrega: | 7 días laborables |
| Condiciones de pago: | T/T, Unión Occidental |
| Capacidad de la fuente: | 1-10000 piezas 7 días |
|
Información detallada |
|||
| Nombre del producto: | Fresa de extremo de rosca de carburo de 25 mm | Modelo: | Fresa de roscar en espiral de 3 canales |
|---|---|---|---|
| Material: | Fresa indexable de carburo de tungsteno | pieza de trabajo: | Hierro fundido/Acero/Acero inoxidable/Aluminio |
| Uso: | molienda | Revestimiento: | TiAICN |
| ángulo de diente: | 55°,60° | Rasgo: | Alta fuerza del diente de corte |
| Solicitud: | Fresadora | Paquete: | 1 unids/caja |
| Resaltar: | Fresa de extremo de rosca de 25 mm,Fresa de extremo de carburo 25 mm,Fresa de extremo de carburo de dientes completos |
||
Descripción de producto
Fresa de roscado M12x1.75-D9.8x30x75 Molino de extremo de rosca de carburo de dientes completos recubiertos de TiAICN
Detalle rápido:
- alta dureza
- Alta precisión
- Buena resistencia al desgaste
- Buen acabado
- Fuerte resistencia a la vibración
- Larga vida
Descripción:
- En comparación con el método tradicional de procesamiento de roscas, el fresado de roscas tiene grandes ventajas en la precisión y eficiencia del procesamiento, y no está limitado por la estructura y la dirección de la rosca.Por ejemplo, una fresa de roscar puede procesar una variedad de roscas internas y externas con diferentes direcciones de rotación.Para roscas que no permiten una estructura cruzada o socavada, es difícil de procesar con métodos de torneado tradicionales o roscado y matriz, pero es muy fácil de lograr con fresado CNC.Además, la durabilidad de la fresa de roscar es más de diez veces o incluso decenas de veces mayor que la del macho.Además, es muy conveniente ajustar el diámetro de la rosca en el proceso de fresado de roscas NC, lo cual es difícil de hacer con el macho y la matriz.
especificaciones:
|
Grado del artículo
|
HRC45
(YG10X)
|
HRC55
(YL10.2 y WF25)
|
HRC60
(Alemania K44 y K40)
|
HRC65
(Sandvik H10F)
|
|
Detalles
|
Tamaño de grano 0.7um
Co10% Fuerza flexible 3320N/mm2 |
Tamaño de grano 0.6um
Co10% Resistencia a la flexión 4000N/mm2 |
Tamaño de grano 0.5um
Co12% Fuerza flexible 4300N/mm2 |
Tamaño de grano 0.5um
Co10% Resistencia a la flexión 4300N/mm2 |
|
Clasificación y ventaja de recubrimientos
|
|||||
|
Artículo
|
Tipo de recubrimiento
|
AlTin
|
TiAlN
|
TiSiN
|
Naco
|
|
Característica
|
Dureza (HV)
|
3300
|
2800
|
4300
|
42 (GPA)
|
|
Espesor (UM)
|
2.5-3
|
2.5-3
|
3
|
3
|
|
|
Temperatura de oxidación (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Coeficiente de fricción
|
0.35
|
0.3
|
0.25
|
0.4
|
|
|
Color
|
Negro
|
Bronce
|
bronce y oro
|
Azul
|
|
|
Ventajas
|
Alta estabilidad al calor
|
Normalmente cortando
|
Adecuado para corte pesado y corte de alta dureza.
|
Para cortes de alta precisión
|
|
|
Adecuado para corte en seco a alta velocidad
|
Apto para cortar moldes de acero, inoxidable
acero |
Adecuado para corte de alta dureza, procesamiento de moldes de acero
|
|||
|
Más adecuado para herramientas de corte de carburo, inserto de torneado
|
|
|
|||
Aviso:
- Manipule con cuidado para evitar daños por impacto.
- La carga y descarga de la fresa debe protegerse con un trapo para evitar lesiones en las manos o que el filo de la fresa se dañe al caer.
- Durante el fresado, el cortador de fresado debe estar completamente separado del objeto de trabajo antes de encender la máquina para evitar dañar el cortador debido al impacto del objeto de trabajo.
- Cuanto menor sea la distancia entre el borde de la fresa y la bobina, mejor para reducir la vibración de la fresa.La longitud del cortador no debe ser demasiado larga.
- Seleccione la fresa final correcta y apropiada para fresar el objeto de trabajo, y seleccione la velocidad de corte y el avance de acuerdo con el material del objeto de trabajo
- Cuando los datos de corte no están claros, la velocidad de avance (velocidad de avance) se reducirá para la prueba, y luego los datos de procesamiento se corregirán gradualmente para lograr el efecto de producción ideal.No haga avances rápidos para causar daños o lesiones a la fresa.
Aplicaciones:
Acero pretemplado, acero inoxidable, acero troquelado, placa de acero, acero resistente al calor, tubería, cobre y aluminio, hierro fundido, metales no ferrosos, madera, plástico, FRP, etc.Ranurado, acanalado, perfilado para operaciones de propósito general.
![]()
Preguntas más frecuentes
1. ¿Desgaste de flanco?Mayor resistencia al corte, Desgaste en muesca en el flanco, Mala rugosidad de la superficie o deterioro de la precisión.
Grados blandos, Velocidad de corte excesiva, Ángulo de flanco pequeño, Avance bajo.
Seleccione un grado más alto y resistente al desgaste, reduzca la velocidad de corte, aumente el ángulo del flanco, aumente el avance.
2. ¿Desgaste del cráter?Viruta no controlada, mala calidad de la superficie, al terminar acero al carbono de procesamiento de alta velocidad
Grados blandos, velocidad de corte excesiva, avance excesivo, resistencia insuficiente del rompevirutas.
Cambie a un grado más resistente al desgaste, reduzca la velocidad de corte, reduzca el avance, seleccione un rompevirutas de mayor resistencia.
3. ¿Astillamiento?Fractura repentina del borde de corte (cara y flanco inclinados), Inestabilidad de la vida útil del inserto
Tenacidad insuficiente, Velocidad de avance excesiva, Fuerza del filo de corte insuficiente, Inestabilidad de la herramienta.
Seleccione un grado más duro, Disminuya la velocidad de avance, Aumente el afilado del borde de corte (biselado a redondeo), Aumente la estabilidad y el ángulo de ajuste
4. ¿Insertar fractura?Aumento de la resistencia al corte Mala rugosidad de la superficie.
Tenacidad insuficiente, Velocidad de avance excesiva, Fuerza del filo de corte insuficiente, Inestabilidad de la herramienta.
Seleccione un grado más duro, disminuya la velocidad de avance, aumente el pulido del borde de corte (biselado a redondeo), aumente la estabilidad y el ángulo de ajuste.
5. ¿Deformación plástica?Variación de la dimensión Desgaste de la punta, caída del filo o pasivación cuando se procesa acero aleado Mala rugosidad de la superficie
Grado blando, velocidad de corte excesiva, profundidad de corte y velocidad de avance excesivas, sobrecalentamiento en el filo.
Seleccione un material de corte de mayor dureza roja, disminuya la velocidad de corte, disminuya la profundidad de corte y la velocidad de avance, seleccione un material de corte de mayor conductividad térmica (CVD + suficiente refrigerante).
6. ¿Acumulación de borde?La pieza de trabajo se disuelve con el borde de corte Mala rugosidad de la superficie al terminar, mayor resistencia al corte, corte de materiales blandos.
Velocidad de corte demasiado baja, Filo de corte obtuso, Material de la herramienta inadecuado.Aumente la velocidad de corte, aumente el ángulo de inclinación, seleccione una fuerza de adherencia pequeña.
Quiere saber más detalles sobre este producto